
PCB板自动焊接生产线
柔性焊接线介绍
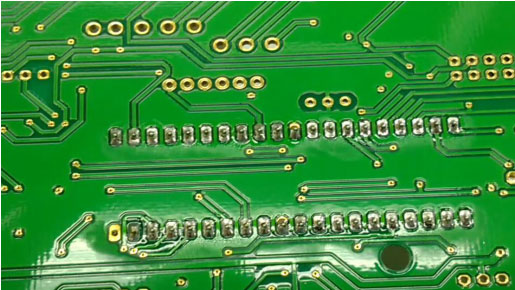
问题描述
在PCB板焊接过程中。由于波峰焊不可调整的参数以及工人的操作不稳定性会产生个别残次品,对后续的生产以及成品合格率造成影响。
解决问题采用的技术手段、方法
全自动,不需要人工参与,通过合理运用视觉处理软件以及工业相机,对PCB板进行量化的检测,从而在焊接前检测原件是否缺失并提高焊接精度避免以及预防残次品的产生。
方便统计,可以对其他生产环节进行反馈,预防生产事故的发生。
多产品适应,设备硬件具有很强适应性,柔性高,软件内可以随意修改检测项目。
可通过分析记录数据进行产品的追溯。
检测速度快。
稳定性好。
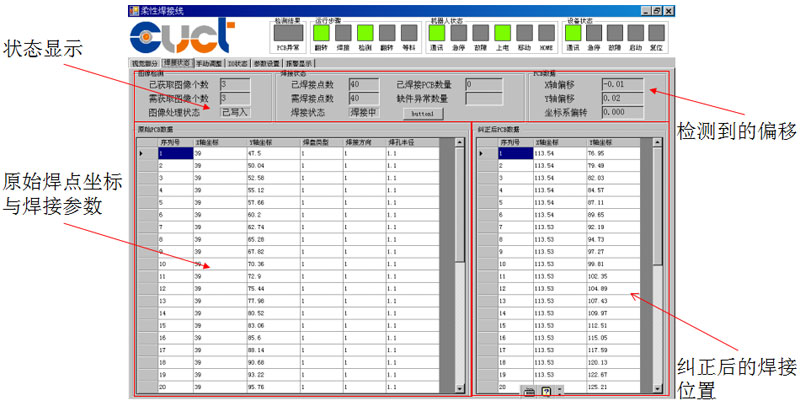
可对每一个焊点设置不同的参数,实现了不同焊点焊接工艺的特异性并且保证了同一批次产品的一致性。

软件功能
用户可以保存配置参数,需要时可以随时调取,恢复之前的设置,快速方便的切换不同产品
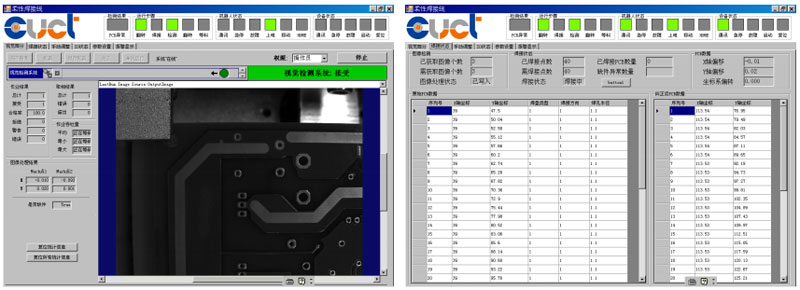
配有液晶显示屏,通过屏幕实时显示图像并显示处理结果
在液晶屏幕和工控机平台上可以直接操作软件,查看当前合格与不合格产品信息
软件中,图像处理部分可以调整参数,并保存设置,可以适用不同产品
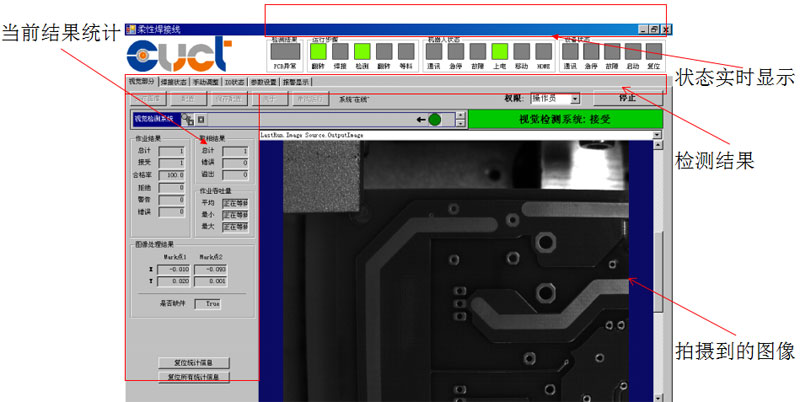
操作界面设计
软件有权限设置,通过登陆不同的用户,可以区分开不同的权限以及操作等级,用户可以自行设置权限等级、用户名、密码等。
检测过程显示,用户可看到检测时的产品图像
各种参数设置、权限设置等其他界面可快速切换
主要组成部分
电气部分
1个德国进口工业相机以及镜头
1台工控机包括电阻触摸屏
三菱Q系列高性能PLC
6台松下伺服电机
集成深度定制的数据处理软件
机械部分
ABB工业机器人,定位精度
0.02mm
SMC气动元件
铝制结构
各工位介绍
人工工位:主要由顶升气缸和阻挡气缸配合,把工装举升并固定,然后由人工进行上料下料和原件的码放,整条线体设置了多个人工工位,可快速灵活调节位置以及数量
翻转机构:由于方便人工上料,所以在焊接前后把PCB板连同工装翻到另外一面
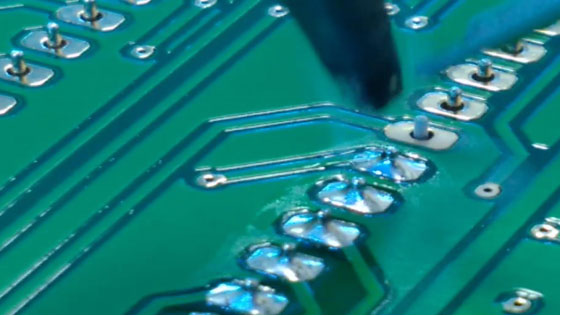
焊接工位:主要由相机、机器人、自动上锡烙铁组成,相机负责精确定位并检测原件引脚有无异常,然后工控机内软件计算出每一个焊点的位置,PLC控制机器人来进行焊接
送料拨盘机构:可以自动把工装运送到另外一条链板线
软件部分
把视觉处理软件、焊盘偏移纠正算法和PLC通讯部分集成在一起的深度开发的操作软件。
特点
通过对现场测试的结果来看,可以满足生产需求。
1、利用强大的视觉处理算法和工业机器人配合可以实现高达0.05mm的焊接精度。
2、灵活的人工工位设计。
3、柔性高,可适应各种焊接需求。
4、简单的产品切换方式,可迅速切换。
5、可对每一个焊点设置不同的参数,实现了不同焊点焊接工艺的特异性并且保证了同一批次产品的一致性。



